
While many people can identify a cladded product by looking at it, not many people know how the process works. At Materion we have been cladding since 1968 and have a deep understanding of the process. In this article we'll dive into how clad products are made.
While there are many process variations of cladding, we specialize in cold roll bonding (CRB). In this method, cladding is achieved at room temperature using pressure at the bonding mill. This method differs from hot roll bonding (HRB) which uses heat above the metals’ recrystallization temperature along with pressure to join the two metals together. CRB's advantages over HRB include:
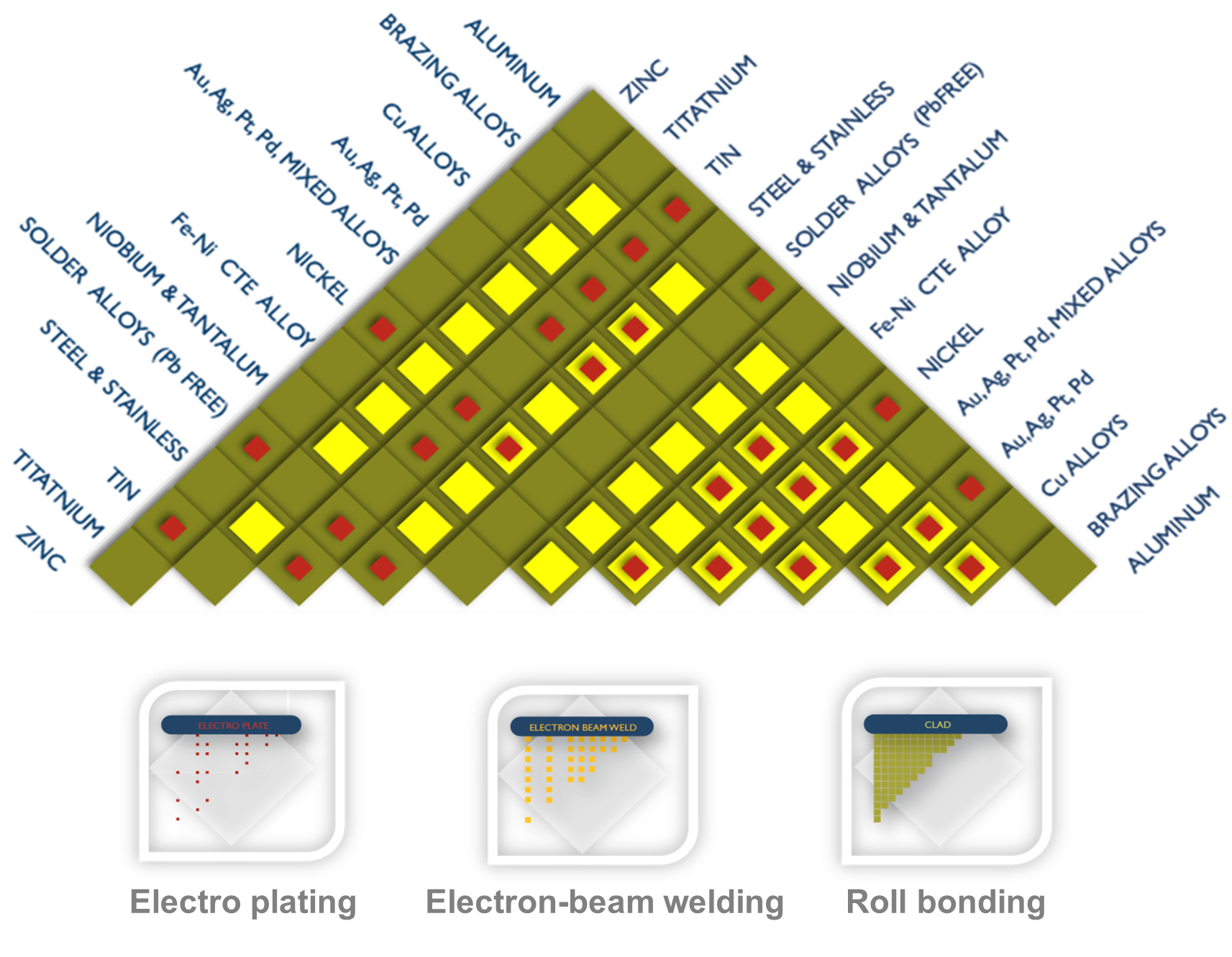
Figure 1. Metal alloy combinations in cold roll bond contrasted against electroplating and electron beam welding.
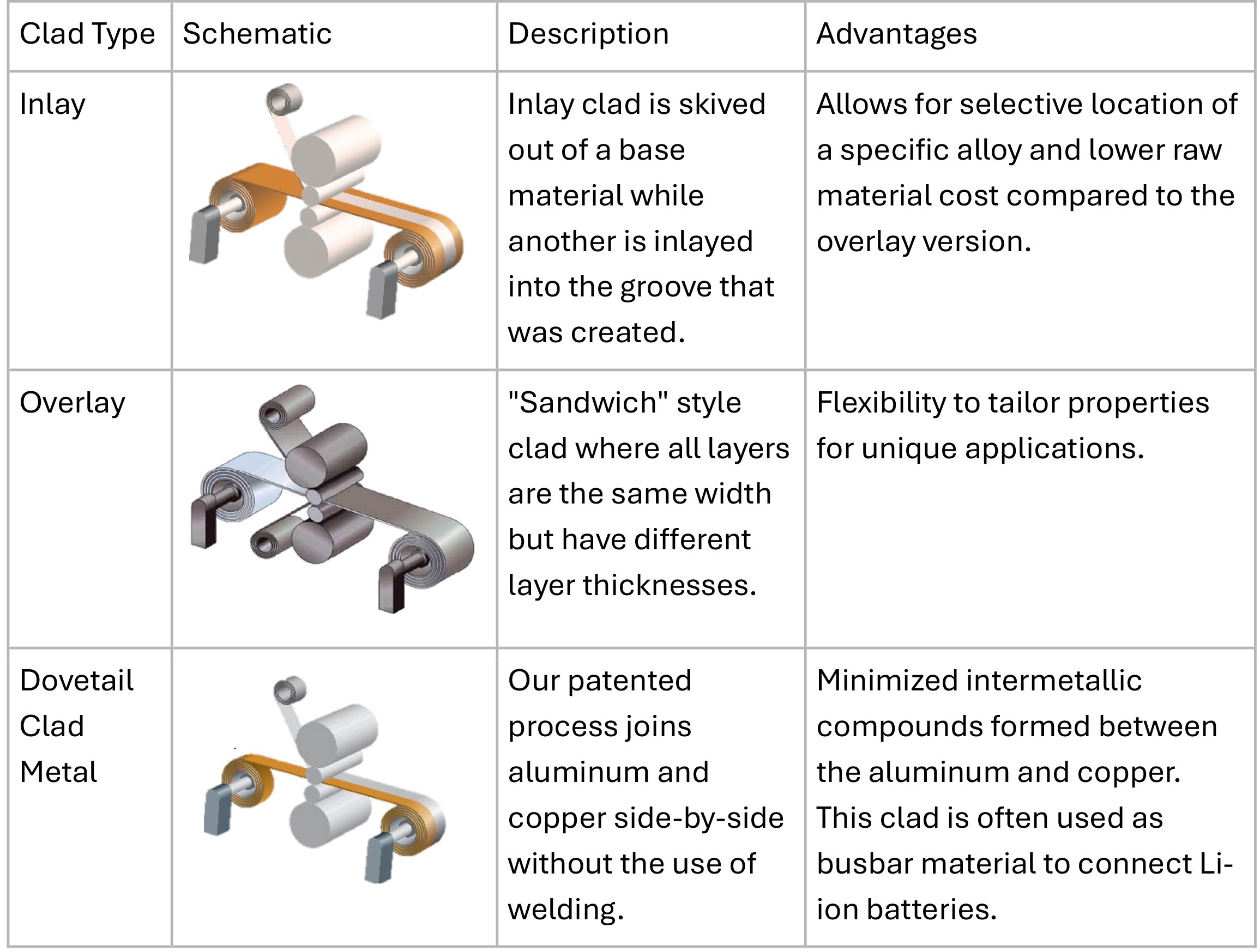
Materion can produce inlay clad, overlay clad, and Dovetail Clad® materials. See Table 1 for details on each version. Regardless of the cladding method, there are three key steps to cladding metals: cleaning, bonding, and sintering.
Table 1. Review of Clad Types Offered by Materion
CLEANING
The key to getting good clad metal starts well before the bonding mill. Surface preparation is important and often needs to be done in two steps. First, a degreasing step is applied to remove any grease or debris that may be on the metal. If grease or dust gets between the two layers, it can cause delamination or blisters in subsequent steps. Once the metal is clean it then needs to be brushed. Brushing removes the oxide layer and adds texture to the metal. Both are critical to achieve a good bond.
BONDING
When the metals are clean enough, they are brought to the bonding mill which is similar to a rolling mill. Here, the material undergoes severe plastic deformation through a 60-75% thickness reduction in one pass (Fig 2). The texture applied at the brushing step reduces the overall pressure needed to achieve this reduction.
At the roll bite, two things are happening simultaneously. First, heat is being generated due to the high reductions of the metals. Second, the metal is being stretched linearly, exposing new, unoxidized metal surfaces at the interface. These conditions allow for what is known as a green bond to form between the two metals because there is enough heat and pressure generated to overcome the activation energy for the two unoxidized surfaces to adhere together.
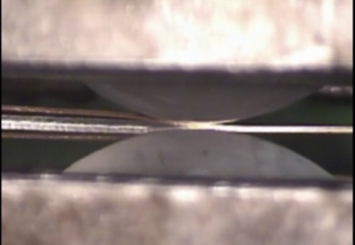
Figure 2. Bonded material leaving the roll bite on the right shows significant reduction compared to unbonded material on the left.
This green bond is a mechanical bond formed between the two metals. Generally, the higher the reduction the metals undergo, the stronger the green bond will be. However, there is a limit to the amount of cold working a metal can undergo before it becomes too brittle to work with. These characteristics must be balanced when designing the bond parameters.
While it may seem like a simple process, there are many other parameters that must be controlled to get a perfect bond. These include speed, lubrication of the rolls, front and back tension, temperature control to avoid overheating, temper of the metals, etc.
SINTERING
The green bond created at bonding is relatively strong, but not strong enough to withstand the highly technical applications our customers use clad metals for. To achieve our customers’ requirements, the clad metal must be sintered. This drives diffusion between the two metals and creates a true metallurgical bond but keeps the individual layers intact (Fig 3). After this step, the material can then be handled like any other strip metal.
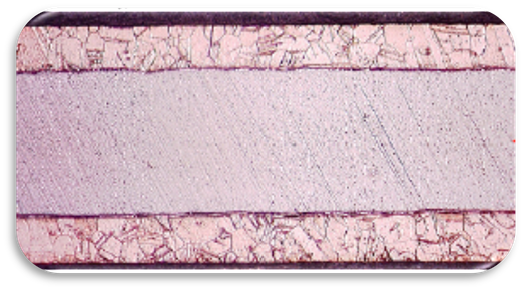
Figure 3. Fully sintered clad showing three distinct layers.
Understanding how clad metals are made is essential for appreciating their benefits. In combining two or more dissimilar metals, the resulting material can deliver properties from all those materials. Learning more about how the metals are combined could provide the solution to your materials challenges. In the next article, we will explore the numerous benefits of clad metals and their applications across various industries.
Learn more about Materion's family of clad metals on our website.